
- Recycle rate
- Alternative Carrier Gases in DAF Systems
- DAF Carrier Gas Comparison
- GDP System Layout (Non-Skid)
- GDP (Skid Mounted - Plug & Play System)
- GDP System Configuration
- Floc Tube and Custom Mix Tank
- Factors Affecting Performance
- Bench DAF Test
- Pilot DAF Unit
- Pilot DAF Parameters
- Long-Term DAF Rental Units
Why Choose a DAFSEP™?
A DAFSEP™ flotation pretreatment solution combines expertise in system design, process treatment, and validation through both bench-scale and pilot-scale testing. Our philosophy—from bench-scale to full-scale™—ensures that each system is engineered using proven data and optimized for reliable performance in real-world operating conditions.
DAFSEP™ integrates chemical supply, chemical conditioning (mixing), automation and controls, capital equipment, and operational expertise into a comprehensive treatment approach. DAFSEP™ systems can also be seamlessly integrated with downstream treatment processes, including biological treatment and effluent polishing through filtration for discharge or water reuse applications.
Complementing the flotation process, DAFSEP™ provides sludge dewatering options to efficiently manage the solids removed from the flotation system, improving overall plant operation and reducing disposal costs.
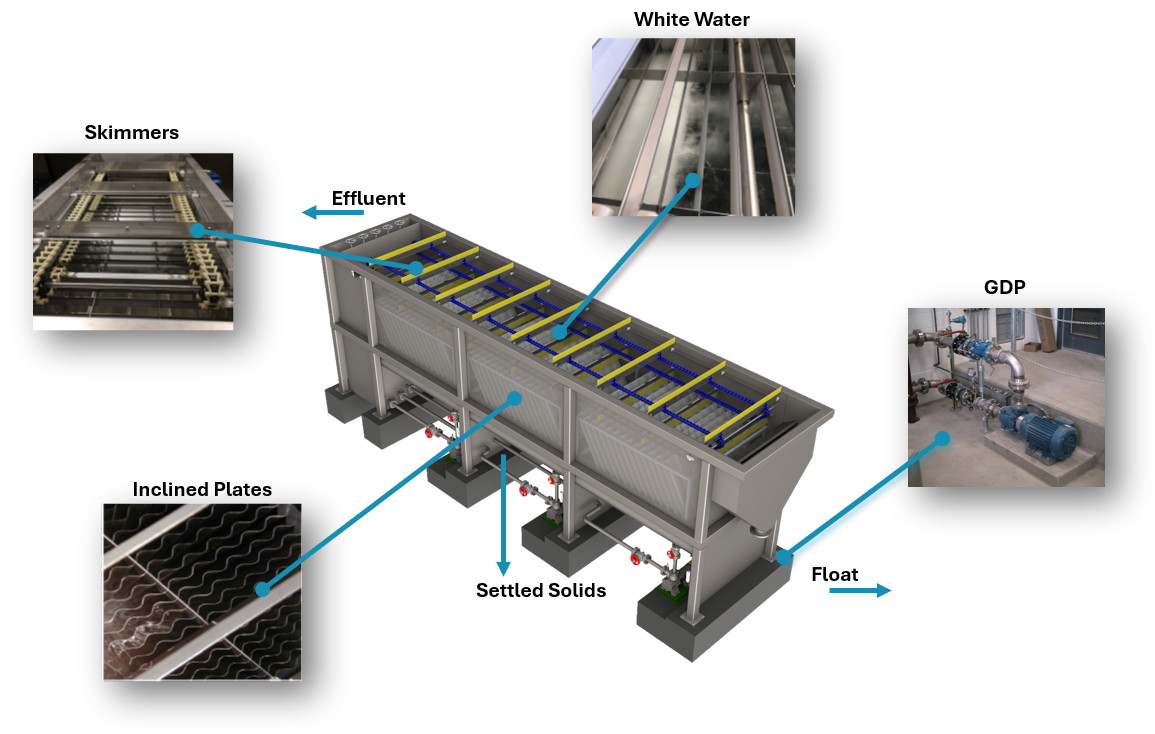
How a DAFSEP™ System Works
DAFSEP™’s dissolved air flotation systems are designed as stainless-steel, plug-and-play treatment units equipped with tailored automated controls. The process operates by dissolving air into a pressurized recycle stream of clarified effluent. When this saturated stream is released into the flotation tank at atmospheric pressure, microbubbles—typically 20 to 80 microns in diameter are formed.
These microbubbles attach to suspended solids, oils, and grease present in the wastewater. Once attached, the combined bubble–particle aggregates rise to the surface, forming a float layer that is removed using a mechanical skimming system. The clarified liquid then exits the system for downstream treatment, discharge, or reuse.
High-rate DAF systems may incorporate inclined plate packs to enhance separation efficiency. These plates significantly increase the effective surface area available for separation, allowing the system to operate at higher hydraulic loading rates while reducing energy consumption and minimizing the overall equipment footprint. A smaller footprint can ultimately reduce installation costs and lower the total cost of ownership.
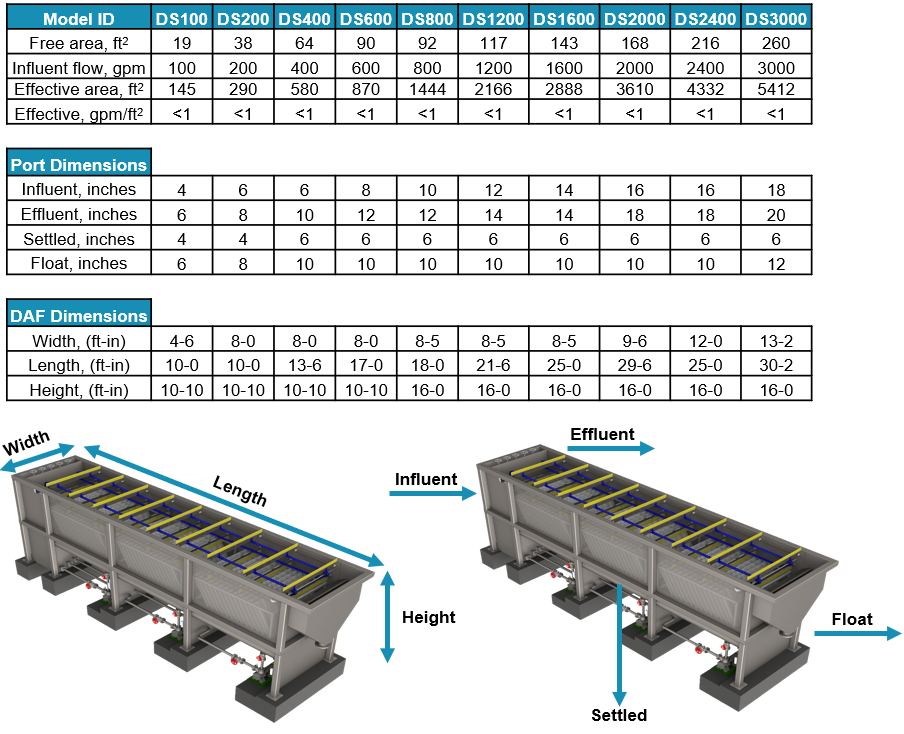
DAFSEP™ System Sizes
DAFSEP™ stainless-steel flotation systems are available for flow rates ranging from 20 to 3,000 gallons per minute (gpm). Systems can be fabricated with or without inclined plate packs, depending on wastewater characteristics, solids loading rates, and treatment objectives. All system components are non-proprietary, providing operators with flexibility for maintenance, replacement parts, and long-term system operation.
DAF Type
CLARIFICATION
Where DAF effluent quality is the main performance factor, as in the case of refinery, meat packing, meat rendering, and other “oily” wastewater.

THICKENING
Where solids concentration is the main performance factor, as in the case of biological sludge and mining/metallurgical sludge.

Typical DAF Applications
- Algae Removal
- Textiles
- Rendering
- Automotive
- Pulp and Paper
- Ballast Water Treatment
- Water
- Truck Wash
- Fiber Recovery
- Snack Foods
- Poultry Processing
- Oil Refinery
- Canning
- Municipal Wastewater
- Dairy Wastewater
- Bakery Wastewater

Dissolved Air Flotation (DAF)
DAF systems most commonly using air—is a process used to separate and remove suspended solids or immiscible liquids from wastewater. The effectiveness of this process is driven by the formation of micron-sized air bubbles, typically ranging from 20 to 80 microns in diameter.
Separation occurs when these microbubbles attach to suspended particles, reducing the overall specific gravity of the particle–bubble agglomerate to less than that of water. This causes the agglomerates to rise to the surface.
In a DAF system, air is dissolved under pressure into a clean liquid stream, typically recycled effluent from the unit. This pressurized, air-saturated stream is then introduced into the flotation tank, where it is mixed with the incoming raw wastewater. As the pressure is released to atmospheric conditions, the liquid becomes supersaturated, causing the dissolved air to come out of solution as fine microbubbles.
These microbubbles attach to suspended solids within the feed stream, forming buoyant agglomerates. As they rise to the surface, they accumulate and form a sludge blanket above the water level. This blanket allows excess water to drain, concentrating the solids.
The clarified effluent is then withdrawn from below the surface for discharge or reuse, while the floated sludge is removed for further handling or disposal.
Saturation System Types
The air saturation system is the core of the DAF process. This operation allows a portion of the clarified effluent (recycle stream) to be diverted and pumped by the recycle pump into the saturation tank. Within this tank, the recycle flow is conditioned for air dissolution.
Compressed air, typically at pressures ranging from 40 to 75 psi, is introduced into the conventional saturation tank along with the recycle stream. Under these pressurized conditions, the air and liquid are brought into intimate contact, allowing the air to dissolve efficiently into the recycle water. This air-saturated recycle stream is then ready for release into the flotation tank, where pressure reduction triggers the formation of the fine microbubbles essential for effective flotation.
See gas dissolving pump (GDP) as an alternative to a conventional saturation system.
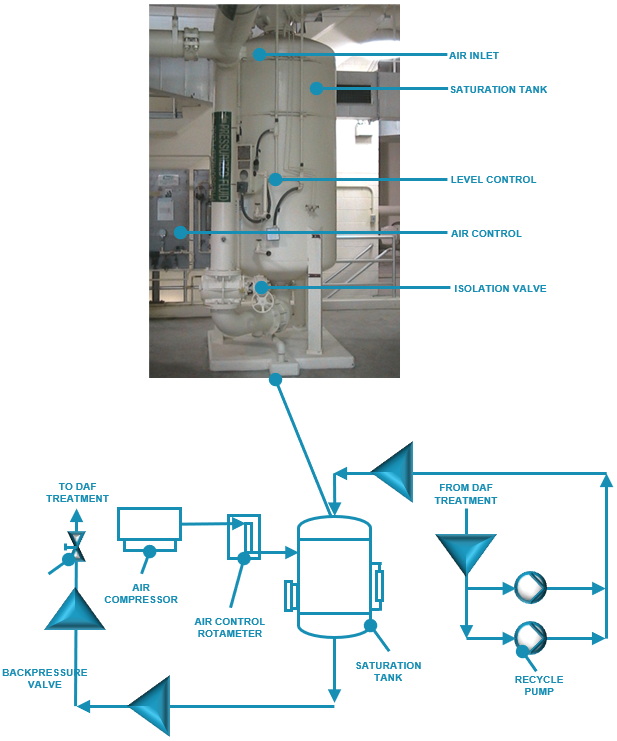
Conventional Saturation System
The saturation tank in a DAF system serves to dissolve a gas, typically air, into a clarified recycle stream under pressure, usually between 40 and 70 psi. Within the tank, air and water are maintained in intimate contact for a set retention time to ensure proper gas dissolution. Air is supplied by an air compressor, and the flow is carefully regulated using an air valve rotameter. See conventional saturation system diagram to the right.
Once the gas-saturated liquid exits the saturation tank, it is held under pressure by a back pressure valve before being discharged into the influent line or feed-well. As the pressure drops to atmospheric levels, the dissolved gas comes out of solution, forming microbubbles typically ranging from 20 to 80 microns in diameter. These microbubbles attach to suspended solids in the water, carrying them to the surface of the flotation tank, where the solids are mechanically skimmed into a sludge drop box for removal. The introduction of air via the compressor and precise regulation with the rotameter are critical to forming the optimal bubble size and achieving efficient flotation.
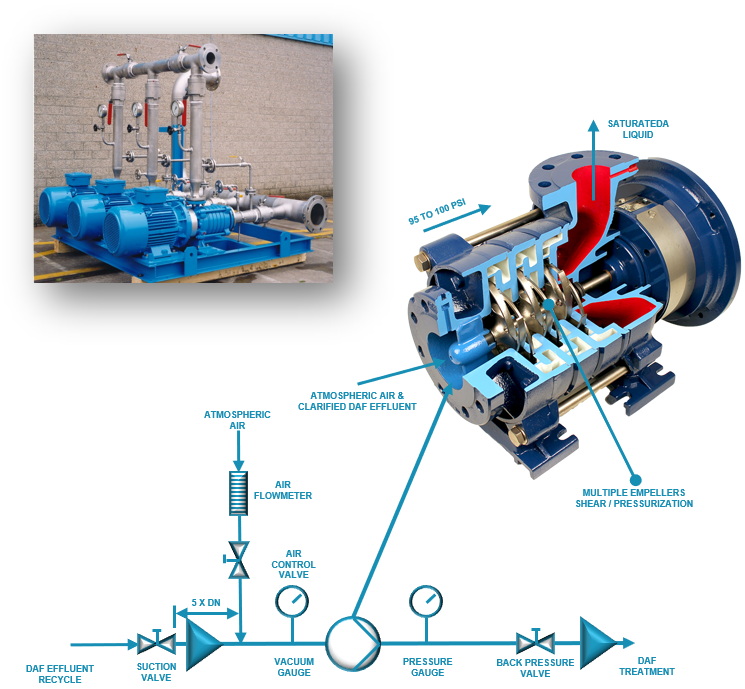
Gas Dissolving Pump (GDP) System
The Gas Dissolving Pump (GDP) pressurized flow system operates by pumping clarified DAF effluent through a specially designed pump impeller, where air and water are thoroughly mixed under high shear conditions. This impeller design ensures efficient gas dissolution into the liquid. As the mixture progresses through successive impeller stages, the pressure is incrementally increased, typically to 95–100 psi, further enhancing the air dissolution. The resulting air-saturated liquid is then directed to the dissolved air flotation separator tank, where suspended particles are captured by microbubbles ranging from 20 to 80 microns in size. After the gas is dissolved and the flotation process occurs, the treated liquid is recycled back to the DAF system for continued operation. See GDP diagram to the right.
Back Pressure Valve
Once air has been dissolved into the recycle stream, the system pressure must be maintained until the point of discharge into the flotation (separation) tank. The saturation pressure and recycle flow rate are controlled by a back pressure valve, which regulates the system by modulating its opening.
In addition to maintaining proper pressure and flow conditions, the back pressure valve plays a critical role in bubble formation. As the pressurized recycle stream passes through the valve and experiences a rapid pressure drop to atmospheric conditions (approximately 14.7 psi), a shearing effect occurs. This sudden decrease in pressure causes the dissolved air to come out of solution, forming the fine microbubbles necessary for effective flotation.
Control Factors
In a Dissolved Air Flotation (DAF) system, sludge (float) concentration typically ranges from 3 to 6 wt.% solids, reflecting the high-water content of the collected sludge. Even without chemical addition, a properly operated DAF can achieve at least 85% solids removal, though adding polymers or coagulants can improve removal efficiencies to greater than 95%. However, chemical addition does not significantly increase sludge solids concentration; it mainly enhances the removal of fine or colloidal particles.
Important sludge characteristics include type, age, and biological composition, all of which influence both removal efficiency and subsequent sludge handling requirements. A critical operational parameter is the air-to-solids ratio, which represents the amount of air introduced into the recycle stream. Higher dissolved air content produces more microbubbles in the flotation tank, increasing the likelihood of bubble-particle contact and improving flotation removal efficiency. Care must be taken to optimize this ratio, as over-saturation can create turbulence and reduce separation performance. Overall, efficient DAF operation relies on balancing air-to-solids ratio, chemical use, and consideration of sludge characteristics to maximize solids removal while maintaining manageable sludge properties for disposal or further treatment.
Recycle Rate
In a DAF system, the rate of the recycle (centrifugal) pumps is directly influenced by the pressure maintained in the saturation tank. Adjusting the back pressure valve allows operators to increase or decrease this pressure, which in turn changes the recycle flow. The optimal combination of recycle flow and saturation tank pressure is generally determined through operational testing to achieve maximum efficiency. While conventional DAF systems rely on multiple components to achieve gas dissolution for solids removal, gas dissolving pump (GDP) technology offers an alternative approach that can eliminate several traditional components, simplifying both installation and maintenance. DAFSEP™ provides solutions for both conventional DAF saturation systems and those utilizing GDP technology, offering flexibility depending on the specific operational and maintenance requirements of a facility.
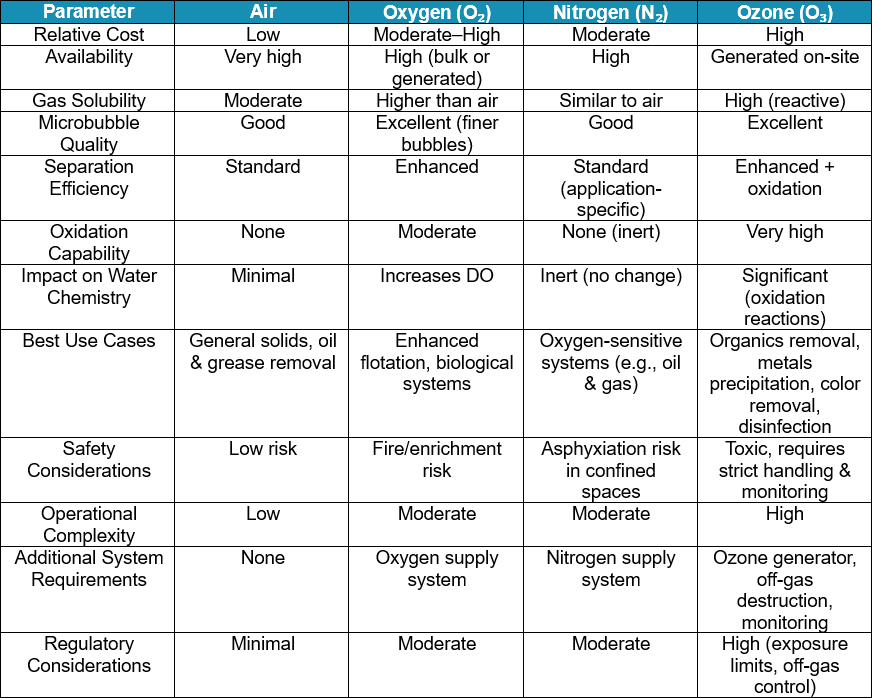
Alternative Carrier Gases in DAF Systems
While air is the most commonly used carrier gas in dissolved air flotation (DAF) systems, alternative gases can be employed to optimize treatment for specific applications. The choice of carrier gas significantly affects gas saturation efficiency, microbubble size, separation performance, and potential oxidative treatment capabilities, such as ozone application. Selection is guided by chemical compatibility with the wastewater, treatment objectives, regulatory constraints, and safety considerations. Listed below are alternative gases for consideration.
Compressed air remains the industry standard due to its low cost, ready availability, and effectiveness in removing suspended solids, oils, and greases, without significantly altering water chemistry.
Oxygen can be used to enhance flotation performance, as it promotes finer microbubble formation and improves bubble-particle attachment, while potentially supporting microbial activity in biological treatment systems. However, oxygen systems carry higher operational costs.
Nitrogen is favored in applications where oxygen could pose safety risks or trigger undesirable chemical reactions, such as in oil and gas operations, providing an inert environment to prevent oxidation or explosion hazards.
Ozone serves a dual role as a flotation gas and a strong oxidant, capable of oxidizing organics, precipitating metals, removing color, detoxifying, and disinfecting wastewater. Ozone systems require careful design, including residual ozone monitoring and off-gas management, and often rely on oxygen feed to generate effective ozone concentrations.
Bench-scale DAF feasibility testing is strongly recommended when considering alternative gases to validate separation efficiency, assess chemical interactions, and confirm overall process performance before full-scale implementation.
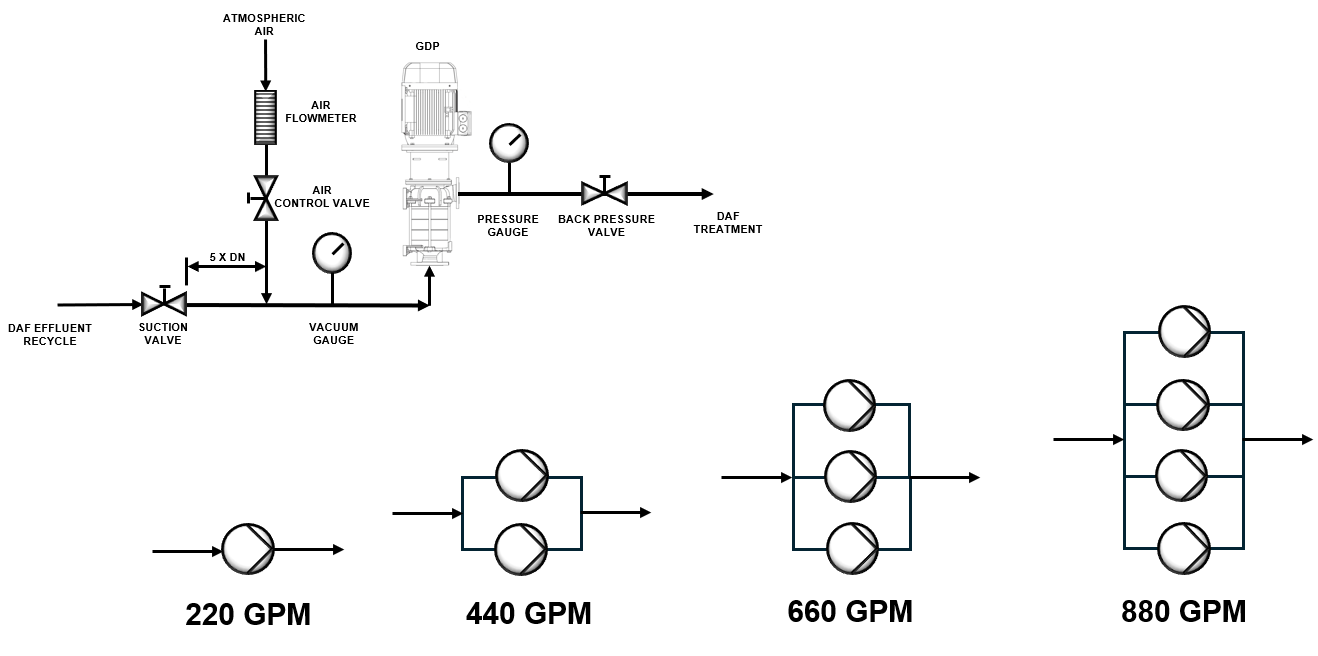
GDP System Layout (Non-Skid)

220 GPM GDP (Total Flow 440 GPM)
Pump Suction / Discharge View
Video Solids-Liquid Removal

220 GPM (Total Flow 440 GPM)
Pump Motor View
Video Solids Consolidation/Thickening
GDP (Skid Mounted - Plug & Play System)
Sciential provides plug-and-play, skid-mounted gas dissolving pump systems are capable of handling flows up to 220 GPM, offering enhanced efficiency, reliability, and ease of deployment for both industrial and municipal applications. Each system is pre-assembled and factory-tested, minimizing on-site installation time and labor costs, which reduces the overall cost of ownership.
The compact, skid-mounted design also decreases the equipment footprint and eliminates the need for dedicated pump houses or large mechanical rooms. Flexible system configurations allow operators to isolate units for maintenance and adjust recycle rates in response to varying flow conditions and solids concentrations. This integrated plug and play approach reduces the reliance on ancillary equipment, such as ASME-coded pressure vessels, air compressors, and air control panels, which are typically required in conventional saturation-based DAF recycle systems.

Floc Tube and Custom Mix Tank (20 to 3000 GPM)
DAFSEP™’s floc tube is designed for inline chemical addition and mixing, allowing microbubbles to comingle with suspended solids and promote bubble-particle pre-latching, which improves overall separation efficiency. The simple floc tube configuration provides versatility and requires minimal to no maintenance. Standard construction materials are SCH 80 PVC, with alternative materials available for specialized applications.
Alternatively, Sciential also offers conventional tanks with mixers that provide controlled mixing intensity, enabling effective sweep floc formation for situations where more precise floc development is required.

Floc Tube

Custom Mix Tanks
Factors Affecting Performance
The factors listed below must be considered equally, not individually. These factors have a synergistic effect on float solids concentration and solids capture.
Solids Loading Rate (lbs solids/hr/ft²)
Usual Solids Loading Rate (0.5 to 2.0)
Solids Loading Rate (SLR) greater than 2.0 lbs/hr/ft2 usually causes float removal and solid capture problems.
Note: The SLR will be dependent on the type of solids being separated.
Hydraulic Loading Rate (gpm/ft²)
Usual Hydraulic Loading Rate (0.5 to 1.5)
Hydraulic Loading Rate (HLR) greater than 2.0 gpm/ft2 cause large deviations from plug flow (turbulence), causing a reduction in float solids concentration and solids capture.
Note: The HLR will be dependent on the type of solids being separated, solids concentration, liquid temperature, pressure, TDS, etc.
Air to Solids Ratio (lbs air/lbs solids)
Usual air to solids ratio (0.01 to 0.05)
Air-to \-solids ratio less than 0.01 usually does not supply enough air to effectively float solids (testing is recommended to quantify low air to solids ratio).
Air-to-solids ratio greater than 0.05 is often wasteful and can cause excessive bubbling at the inlet of the flotation (separation) tank which can reduce float solids concentration and solids capture.
Type of Solids
Grease, oil, scum
Biological sludges
- Trickling Filter
- Aerobically Digested
- Nitrified
- Waste Activated Sludge
Chemical Conditioning
Oily Waste Clarification
– Alum and/or lime and/or polymer
Sludge Concentration
- Polymer dosages (3-10 lbs polymer/ton dry solids)
- Testing should be conducted to determine the correct chemical dose and addition point
Sludge Volume Index (SVI)
Best results when SVI less than 150
SVI greater than 250 will result in low solids concentration
Note: Float solids concentration generally decreases with increasing SVI
Bench DAF Test
Sciential’s bench-scale DAF kits are used to conduct tests on a variety of waste streams. The use of the bench unit has been utilized as a tool to optimize the full-scale DAF operation or determine the full-scale DAF unit criteria. The use of the bench test unit will aid in determining the recycle rate (air-to-solids ratio), effluent clarity, chemical dosage, and estimated sludge concentration.
Pilot DAF Unit
Pilot dissolved air flotation test units are available for evaluation in your process plant. Search no further, Sciential’s pilot DAF unit features a revolutionary air saturation system that eliminates the need for ancillary equipment found in standard saturation systems.
Pilot DAF Parameters
One (1) working DAF unit having an approximate influent capacity of 20 gpm.
- Influent Flow Range: 5-25 gpm
- Recycle Flow Rate: 5-20 gpm
- Power Supply: <10 amps, 480-volt, 3 phase
- Approximate Unit Dimensions: 78.5” L by 58” W by 67” H
- Empty weight: 1,100 lbs
- Water weight: 2,400 lbs
- Total operating weight: 3,500 lbs
- Maximum liquid volume: 178 gallons
- Sludge hopper capacity: 5 gallons
- Note: all influent, thicken sludge, effluent, and chemical pumping by others
Note: Sciential has different pilot sizes available.

Long-Term DAF Rental Units
Sciential offers rental units as a stop gap during plant upgrades, plant process production increases, application trials, or simply to process temporary waste streams.
Rental System Mobility:
- Designed for quick and easy installation
- Systems are typically fully assembled at delivery
- Electrical/Pneumatic control panels typically pre-mounted and wired for quick setup
- Rental costs may be credited back to the purchase of new or used equipment
- Process and equipment start-up services and operator training are available

Shipment
Shipping arrangements for the equipment can be made upon request. Rental equipment is skid mounted and can be shipped by flatbed truck.